CBN-Werkzeuge zum Drehen
CBN (polykristallines kubisches Bornitrid) ist ein superhartes Material mit einer Härte, die nur von Diamant übertroffen wird. Es wird aus CBN-Mikropulver sowie metallischen oder keramischen Bindemitteln unter hoher Temperatur und hohem Druck gesintert. Die Härte liegt typischerweise zwischen HV 2500 und 5000. Häufig wird es mit Hartmetall kombiniert, um die Festigkeit zu erhöhen und eine effiziente Bearbeitung zu ermöglichen.
CBN-Werkzeuge zum Drehen werden für die Bearbeitung harter Eisenwerkstoffe eingesetzt, um Effizienz, Präzision und Stabilität zu verbessern und gleichzeitig die Gesamtkosten zu senken. Sie eignen sich zudem für automatisierte Produktionslinien sowie für die Trockenbearbeitung.
CBN ist ein Hauptwerkstoff für schwer zerspanbare Materialien. Zu den Anwendungsbereichen gehören: gehärteter Stahl, Gusseisen, Hochtemperaturlegierungen und Pulvermetallurgie.
| Bild | Modell | Schneidenlänge | Dicke | Lochdurchmesser | Details |
|---|---|---|---|---|---|
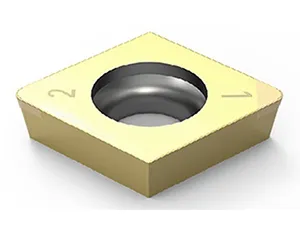 |
CCGW | 6.35-12.7 mm | 2.38-4.76 mm | 2.8-5.5 mm | Details anzeigen |
 |
DCGW | 6.35-12.7 mm | 2.38-4.76 mm | 2.8-5.5 mm | Details anzeigen |
 |
VBGW | 6.35-9.525 mm | 3.18-4.76 mm | 2.8-4.4 mm | Details anzeigen |
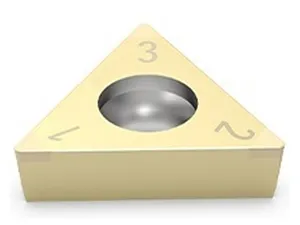 |
TCGW | 4.76 - 9.525 mm | 2.38 - 4.76 mm | 2.4 - 4.4 mm | Details anzeigen |
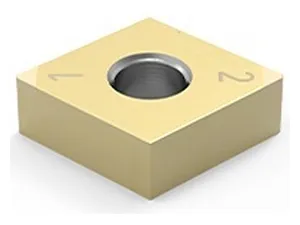 |
CNGA | 12.7 mm | 4.76 mm | 5.16 mm | Details anzeigen |
 |
DNGA | 12.7 mm | 4.76 - 6.35 mm | 5.16 mm | Details anzeigen |
 |
VNGA | 9.525 mm | 4.76 mm | 3.81 mm | Details anzeigen |
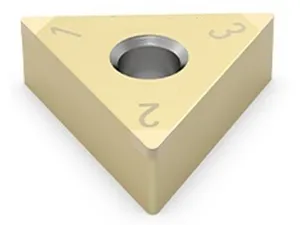 |
TNGA | 9.525 mm | 4.76 mm | 3.81 mm | Details anzeigen |
 |
WNGA | 12.7 mm | 4.76 mm | 5.16 mm | Details anzeigen |
Für weitere Modelle kontaktieren Sie uns gerne.
| Schnittempfehlung | H | K | S | ||||
| CBN-Qualität | BNH10C | BNH20C | BNH30C | BNK10 | BNK20 | BNS10 | BNS20 |
| Werkstückmaterial | Gehärteter Stahl | Gehärteter Stahl | Gehärteter Stahl | Gusseisen | Sphäroguss | Pulvermetallurgie | Pulvermetallurgie |
| Schnittgeschwindigkeit (Vc) | 180(150-250) m/min | 100(50-150) m/min | 80(30-120) m/min | 600(300-800) m/min | 300(150-450) m/min | 300(200-500) m/min | 500(300-800) m/min |
| Vorschub pro Umdrehung (Fn) | 0.1(0.03-0.2) mm/r | 0.1(0.03-0.2) mm/r | 0.1(0.03-0.2) mm/r | 0.1(0.03-0.3) mm/r | 0.1(0.03-0.3) mm/r | 0.1(0.03-0.3) mm/r | 0.1(0.03-0.3) mm/r |
| Klasse | Winice | Tungaloy | Mitsubishi | Sumitomo | Sandvik | Kyocera | Hitachi | Dijet | NTK | Seco | Kennametal | Iscar | Taegutec | Widia | Walter | Ceratizit | Centech -EG |
|
| H | H10 | BNH10C | BXM10 BX330 BX530 |
MBC020 MB8025 |
BNC160 BNC200 BN250 BN1000 |
CB7015 CB7025 CB20 CB50 |
KBN525 KBN25C KBN25M |
BH200 | JBN245 | B36 | CBN060K CBN150 CBN010 CBN200 CBN300 CBN500 |
KB9610 KB16l0 KB5610 |
IB50 IB55 IB10H IB10HC |
KB50 TB650 |
WBH10C WBH10P WBH10U |
WCB30 WCB50 WCB80 |
CTL3215 TA100 |
MN03 |
| H20 | BNH20C | BXM20 BX361D BXA20 |
MBC020 BC8020 MB8025 MB825 |
BNC200 BN250 BNX20 BNX25 BN2000 |
CB7025 CB20 CB7035 |
KBN30M KBN35M KBN900 |
BH250 | JBN300 JBN330 |
B22 B36 B40 |
CH2540 CBN150 CBN010 CBN200 CBN300 CBN500 |
KB5625 KB1625 |
IB20H IB25HA IB25HC |
TB650 | WBH25P | WCB50 WCB80 |
CTL3215 TA120 |
MN05 | |
| H30 | BNH30C | BXA20 BXM20 BXC50 BX380 |
MBC020 BC8020 MB835 |
BNC300 BN350 BNX25 |
KBN35M KBN900 |
JBN300 JBN330 |
B22 B40 |
GH3515 CBN300 CBN500 |
KB5625 KB9640 KD120 |
IB25HA IB25HC |
WBH40C | TA201 | MN06 | |||||
| K | K10 | BNK10 | BX470 BX480 BX950 |
MB710 MB730 |
BNS800 BN7000 BN7500 BN500 BNC500 |
CB7525 CB7925 CB50 |
KBN60M KBN900 |
BH200 | JBN795 | B23 B30 B52 |
CBN200 CBN300 CBN300P CBN400C |
KB9640 KD120 KB1630 |
IB50 IB55 IB86 IB90 |
KB90A | WBK40U | WCB80 WCB50 |
TA120 TA201 CTL3215 |
MN04 |
| K20 | BNK20 | BXC90 BX90S |
MB730 MBS140 |
BNS800 | CB50 | KBN900 | BH250 | B23 B30 B52 |
CBN200 CBN300 CBN300P CBN400C |
KB9640 | IB90 IB85 |
WBK45U | CTL3215 | |||||
| S | S10 | BNS10 | BX950 | MB730 | BN7000 BK350 |
KBN65B KBN65M |
JBN795 | IB90 | KB90 | |||||||||
| S20 | BNS20 | BX470 BX480 |
MB4020 | BNS800 | CBN170 CBN010 |
KB1630 | IB05S IB10S |
KB90A | WBK45U | TA201 | |
|||||||
- Härte und Verschleißfestigkeit: Die Härte von CBN liegt über der von Hartmetall- und Keramikwerkzeugen. Es widersteht dem Verschleiß bei der Bearbeitung harter Materialien wie gehärtetem Stahl (über HRC 60) und Hartguss. Die Standzeit ist 5- bis 15-mal höher als bei Hartmetallwerkzeugen, wodurch Werkzeugwechsel reduziert und Produktionskosten gesenkt werden.
- Thermische Stabilität: Die Hitzebeständigkeit erreicht 1400–1500 °C. Die Leistung bleibt auch bei hohen Temperaturen stabil und unterstützt Trockenbearbeitung sowie Hochgeschwindigkeitsbearbeitung. Dadurch wird der Einsatz von Kühlschmierstoffen reduziert.
- Chemische Inertheit: Bei 1200–1300 °C findet keine chemische Reaktion mit Eisenwerkstoffen statt. Dies verhindert Aufbauschneiden und Diffusion zwischen Werkzeug und Werkstück und gewährleistet hohe Maßgenauigkeit und Oberflächenqualität.
- Reibungskoeffizient: Der Reibungskoeffizient liegt bei 0,1–0,3. Schnittkräfte und Temperaturen sind niedriger als bei Hartmetall, was das Anhaften von Spänen reduziert und die Effizienz steigert.
- Wärmeleitfähigkeit: Die hohe Wärmeleitfähigkeit ermöglicht eine schnelle Ableitung der Schnittwärme. Dies reduziert thermische Verformung und verbessert die Maßgenauigkeit bei temperaturempfindlichen Materialien.
- Bearbeitungsflexibilität: Geeignet für Schruppen, Schlichten und Feinschlichten. Hartdrehen steigert die Effizienz im Vergleich zum Schleifen um das 3- bis 10-Fache. Einsatzbereiche sind unter anderem die Automobil-, Luft- und Raumfahrt- sowie die Formenbauindustrie.
- Schneidenstabilität: Die Schneidkante behält während des Einsatzes ihre ursprüngliche Geometrie. Dies gewährleistet eine gleichbleibende Bearbeitungsqualität für automatisierte Fertigung und hochpräzise Anwendungen.